
公開: 2020/02/16
いつも拝見している自作CNC掲示板の最近のスレッドで、CNCフライスでネジを切る話が投稿されていました。
旋盤ならネジ切りは問題ないでしょうが、フライスでネジ切りする(機械にやらせる)のは難しいです。
メーカー製のフライス盤などは、特殊なネジ(径が大きいとか、ピッチが特殊など)は別にして、一般的なボルト穴は工具交換装置でタッパーを使うのが普通と思います。
しかし、趣味のCNCでは;
– 主軸の回転位相を制御するのは無理と思われ、
– タッパーが使えるくらいまで主軸回転を落とせない(多分!)、
– タッパーを使うにはZ軸の余裕がない(多分!)
– 余裕があっても、工具交換が面倒(?!)
ということで、機械で下穴ドリルを開けておいて、タップは手作業というのが一般的でしょうか。
ハンドタップを使う時はタップの垂直を出すために、シャンク径に合う穴を開けたブロックを作ってあります。
ところで、上記のスレッドに、外ネジを自作フライスで加工する動画を投稿された方がおられました。
それを見て、Mach3に付属していた Addon にネジ加工があったのを思い出し、以下に実際にテスト加工してみた経緯をまとめました。
まず、前にも書きましたが、使っているのは、
– Mach3 (R3.043.062) + Screen2010 1_1_2
このスクリーンセットを使っている人は日本にはいない?
以下の説明は一般的でないかもしれないので、参考としてください
このスクリーンセットでは Mach3 Addons for Mill というアドオンをツールバーから呼び出せるようになっています。
Mach3標準のスクリーンセットでも使えると思います。
 先ほど調べてみましたが、現在入手できるのは Mill Wizard という名前になっていて、同じことができると思いますが、画面も全く変わっているようです。
先ほど調べてみましたが、現在入手できるのは Mill Wizard という名前になっていて、同じことができると思いますが、画面も全く変わっているようです。
また、2011年当時のライセンスは$50でしたが、現在の Mill Wizard は$75です。
余談ですが、当時は円が高くて1ドル79円ちょっとでした。
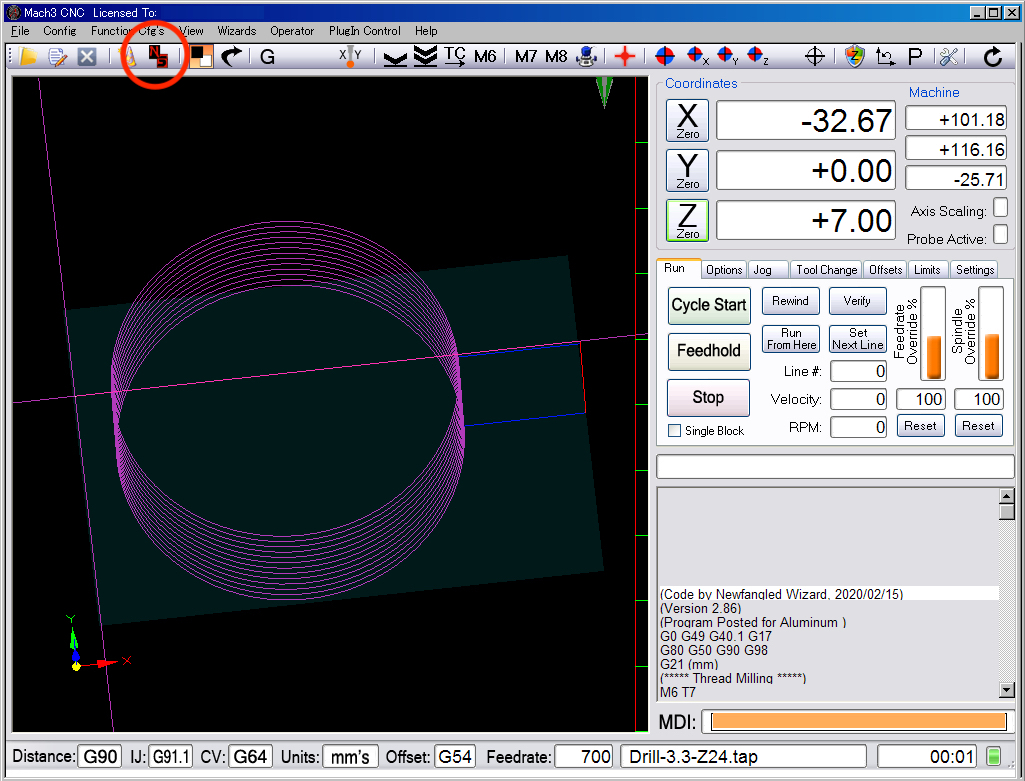
アイコンをクリックすると、下のような画面に切り替わるので、右上の Thread Milling をクリックします。
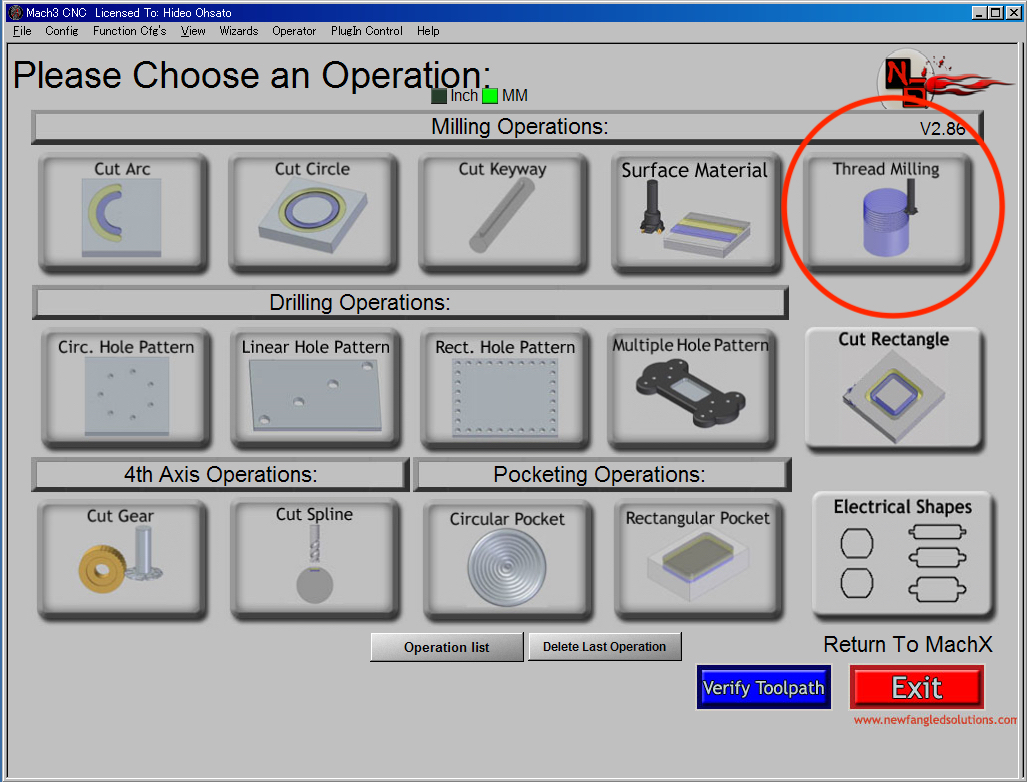 このAddonはちょっとした加工をCAMソフトを使わずに手早くできるのでとても便利です。
このAddonはちょっとした加工をCAMソフトを使わずに手早くできるのでとても便利です。
穴加工もスパイラル切込みができるので、よく使っています。
次の画面で、工具径や送り速度を入力します。
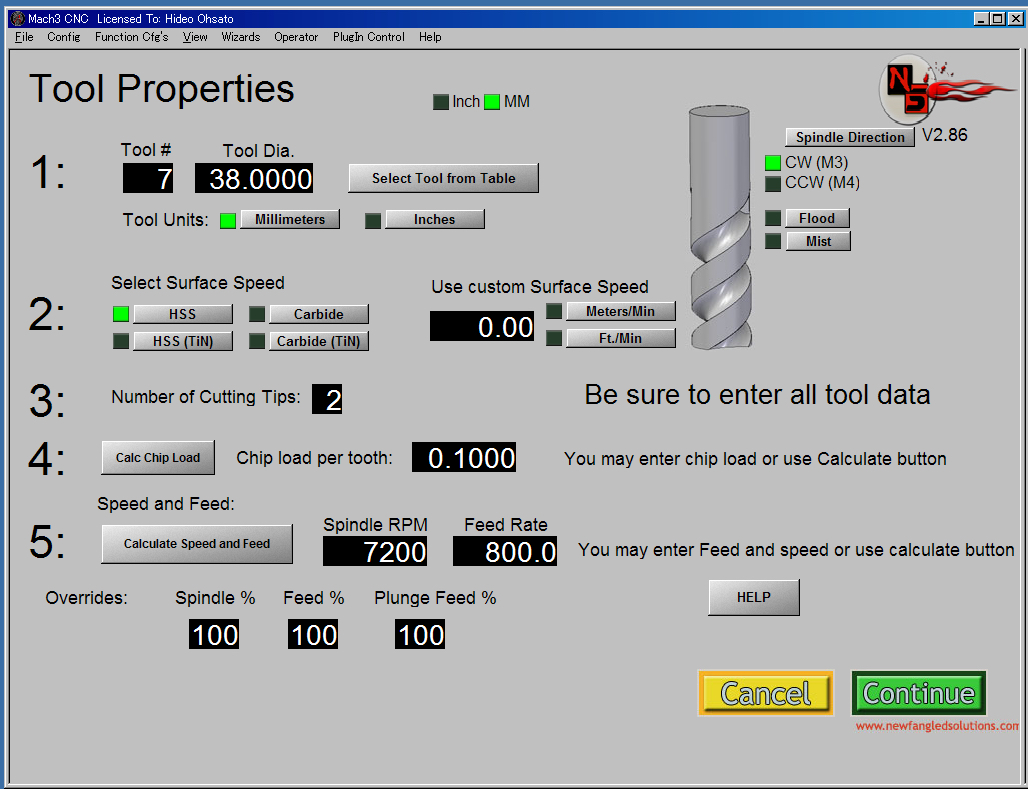
入力したら Continue をクリックして、次の画面になります。
ネジの谷径というのは、ピッチが大きい場合(=切込大)は一回では無理なことがありますが、谷径を変えて加工を繰り返してもネジ山がずれることはありません。
ただ、生成されるGコードはネジの切り上げ側からスタートし(図の下側)、水平方向の逃げもあるので、クランプなどと干渉しないかよく見ておかないと危険です。
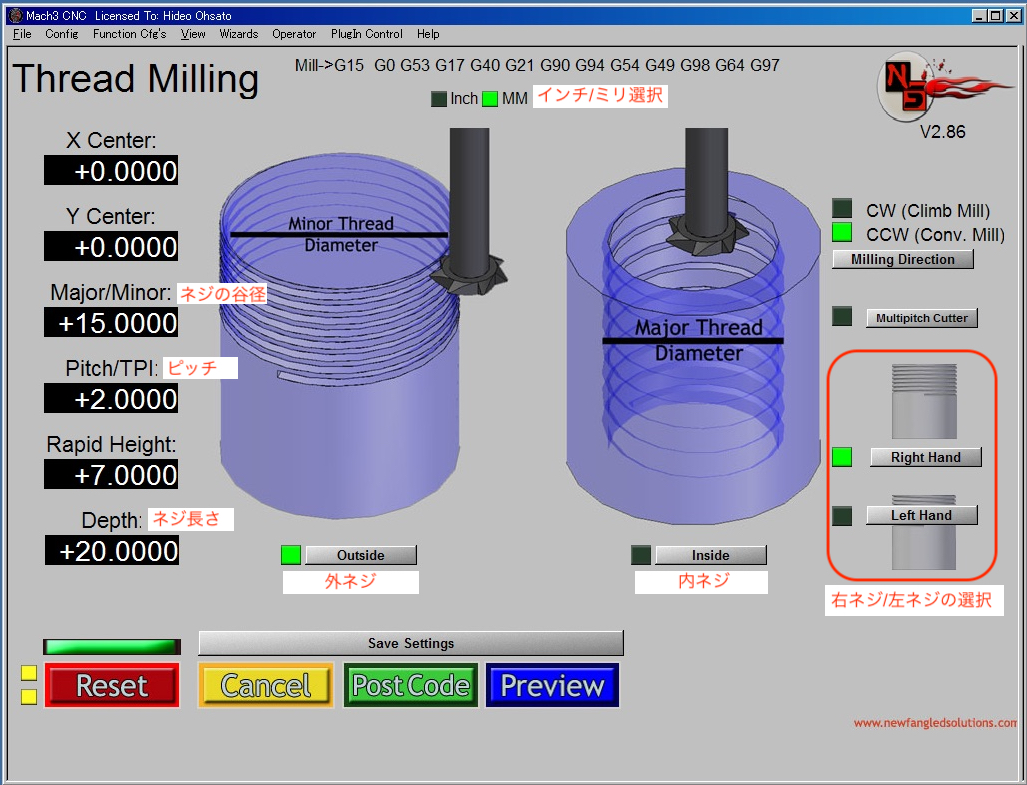
インチ・ミリの確認、右ネジか左ネジか、外ネジか内ネジか、ネジ中心座標、谷径、ピッチ(インチの場合はTPI=インチあたりの山数)、上部の逃げ、ネジ長さなどを入力して、Save Settings => PostCode をクリックすると、Mach3の操作画面に戻ります。
とりあえず実際にやってみようと、まず、手元にあった彫刻用のカッター(径1/8″)を取り付けられるようにホルダを作りました。
スピンドルのコレットナット外径より大きくするという意味もあり、写真の状態で刃先径は38mmです。
塩ビパイプの端材で加工してみました、外径や切込みは適当です。
切削開始時;
3回に分けて削った最後のパス;
カッターの刃先角が90°なので、出来上がったネジはえらくトンガっています。

外ネジの最小径はいくらでもいけそうですが、機械の構造・カッターホルダの大きさ・材料強度などの条件により、細くて長いネジは無理です。
内ネジの最小径は、旋盤の穴ぐりバイトみたいなのを作ってもM10くらいが限界で、実用的ではありません。
しかし、何か部品を作った時に適当な寸法でネジを切って組み合わせるなど、これこそ、趣味の世界?!
実際に使う機会が来るかどうかはなはだ疑問ですが、その時のために先端角60°のカッターをeBayで注文してしまいました …. $7.7
/////
工具はおもちゃのCNCでは非力なので多数刃は無理です
一枚刃で刃物の適正周速で 下(奥)からゆっくり加工が良いです
刃物は使用済みタップを一山残して後ろ側(説明しにくい)に逃げ角を付ければ出来ます
ハイスの(普通)M10p1.5のタップぐらいが 再加工もしやすく使い勝手も良いようです
1本作っておくと便利です