
編集: 2018/07/06
サーバーエラー+対応ミスによりメディアファイルが全滅したため、修復中
ドラッグといっても、怪しいドラッグではありません。
怪しい方はDrugで、ここで言うのはDragです。
Dragは引きずるとかいう意味ですが、紙やフィルムを切抜くブレードが自由に回転し、かつ刃先が回転中心から少しズラしてある刃物をドラッグナイフといいます。
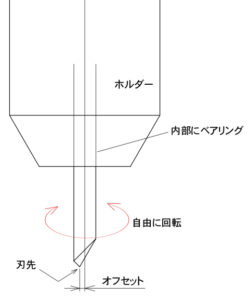 イメージとしては左のようなものですが、刃先を回転中心からズラしてある(=オフセット)のがミソで、方向変換しても刃先が回ってうまく切れるようになっています。
イメージとしては左のようなものですが、刃先を回転中心からズラしてある(=オフセット)のがミソで、方向変換しても刃先が回ってうまく切れるようになっています。
調べてみると色々な形式があって、カッターナイフの刃を折って付けたような大きいのもあります。
原理が分かって、作ってみたいなと以前から思っていたんですが、刃は?、回転するように取付けるには?など、具体的なアイデアが浮かばず忘れていました。
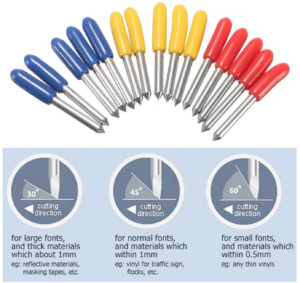
暇な時に(たいがいヒマですが) eBayを見ているとカッティングプロッタという製品が何種類かあって、交換部品として「ホルダー+ブレード3種類各5本セット」というのを見つけました。ローランドDGの製品用となっていましたが、¥600弱の驚異的価格に思わずポチッと注文!

フィルムの厚さやカットする文字や図形の細かさによってブレードを選ぶようです。
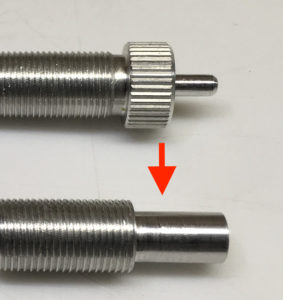
とりあえずスピンドルに取付けられるように、ホルダーの頭をø6に削って;
アップルマークを切り抜いてみました。

切り抜くシートは「エーワン手作りステッカー 29421」を使いました。
本来は白地のフィルムに印刷して保護フィルムを貼るタイプのものですが、白地のままでアップルマークを切り抜いて不要部分を取り除き、保護フィルムを貼ってハサミでカットしたものです。
写真は、キャビネットに貼ったものですが、保護フィルムがかすかに写っています。
りんごのカットがキレイでないのはシートの固定がうまくいってないのか、刃がしっかり保持されていないのか … 課題です!
カッティングプロッタの場合は、プリンタのようにシートが動くんじゃないかなと思っていますが、現物を見たことがないので分かりません。
ただ、シートはプリンタのように出てくるだけでなく、戻る方向へも動く???
何だかしっくりこないな〜とebayを見ていると、他にもホルダーがありました。
替刃なしで、最初のと同じくRoland用となってましたが、形状・寸法が違います。
コンパクトで、スピンドルに取付け易そうなので注文しました。
前のもそうですが、けっこう凝った加工をしてあるのにナンで?という低価格です。
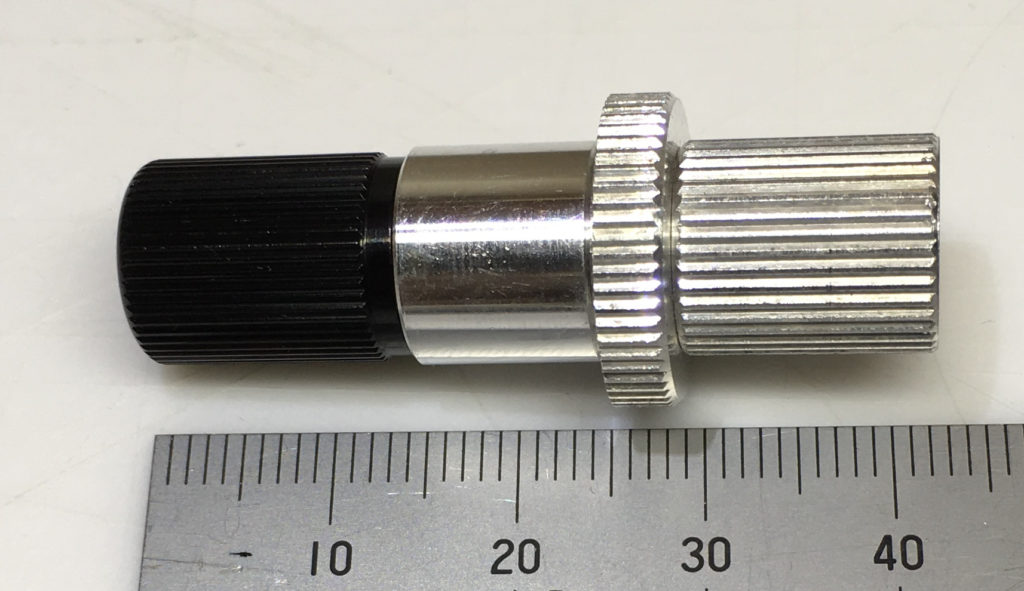
部品を外すと;
– 先端のキャップ(黒いプラスチック)
– ホルダー本体
– ナット(高さ調整、多分)
– 後ろのキャップ(高さ調整ナットのロック、多分)

ホルダー本体をバラしてみると、下のような部品が入っています;
右側の丸棒は、ブレードを交換する時に押出すためのもので、無くても構いません。
真ん中の黄色いのは、真鍮パイプにブレード後端のテーパ部を受けるベアリングと抜け落ち防止のネオジム磁石(強力!)が入っています。

ホルダーにブレードを挿入したところ;
先端には内径2mmのベアリングが入っていて、ブレードの外径が1.95mmなのでわずかにガタがあります。

最初のはホルダーを加工してしまったので、これは手を加えないでスピンドルに取付けられるようにアダプタを作ります。(固定の押ネジのための面加工だけしておきます)
アダプタにホルダとø6ピンを入れて押ネジで固定し、スピンドルに取付けます。



押ネジを加工してスピンドルに取付けたところ:
カットするときは、スピンドルモータのコネクタを外しておきます。
数少ないフォロアー(!?)から、このところ投稿が無いという声をもらったので、とりあえずアップしました。
これからいろいろカットしてみましょう。
追記:
切り抜くシートをどう固定するか考えていたんですが、思いついて1mm厚のシリコンラバーを敷いてみました。
表面の摩擦が大きく、押さえられた時には更に滑りにくくなり大丈夫そうなので、直径90mmの丸いシールを切り抜いてみました。深くカットしても刃先がシリコンラバーに食い込むだけなので、ベースの表面精度もカバーしてくれます。
カッティングプロッタの製品もゴムローラとかで受けているのかもしれません。
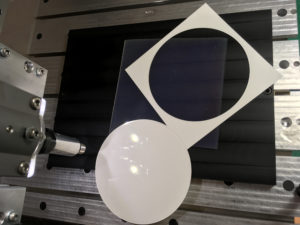
下の左側はカット完了の状態。上下左右の黒いのは位置合わせの手書きマーク。
右側は、切り抜いた丸とその残り、シリコンラバー、ベースのアクリル板(黒)です。
念のため四隅をセロテープで止めましたが、ブレードが動いて行く時にシートがシワになったりすることもなく、きれいにカットできました。
送り速度は400mm/minですが、もっと早くてもいけそうです。
/////