
公開: 2020/06/18
修正、動画追加: 2020/6/19
いつも、と言ってもそんなに頻繁に買っているわけではないですが、アクリル板を購入しているサイトが「在庫なし」 が続いていました。
武漢ウィルス対策のための仕切り板などの注文が多くて、小口(?)の販売ができなかったようです。
5月下旬に注文できるようになっていたので、布マスク用ハンガーを作るのに透明カラーのものを注文しました。
300x450mm-3mm厚を自作機に載るように半分に切ってもらい(カットの刃物が4mmなので、300x223mmが2枚)、多数個取りできるよう配置を考えます。
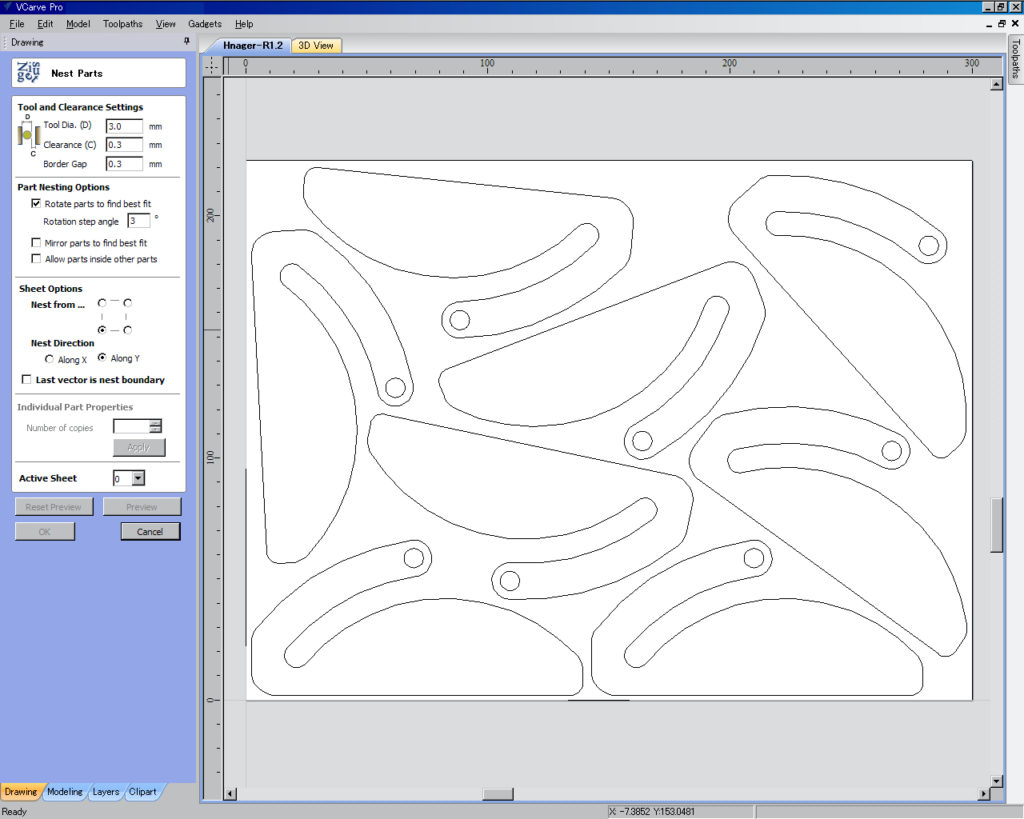
VCarveProにはその機能(Nest parts)があるんですが、基準にする方向(X,Y)などの設定を変えてみたりちょっと手間がかかります。
部品の形によっては簡単にできますが、この場合は形がいびつなので設定をいじって試行錯誤の結果、下のような配置が出てきました。
薄板を加工するときは両面テープ(幅5mm、アルミなどは10mm)で固定しますが、部品の形に応じてテープを貼る位置も考えておかなければなりません。
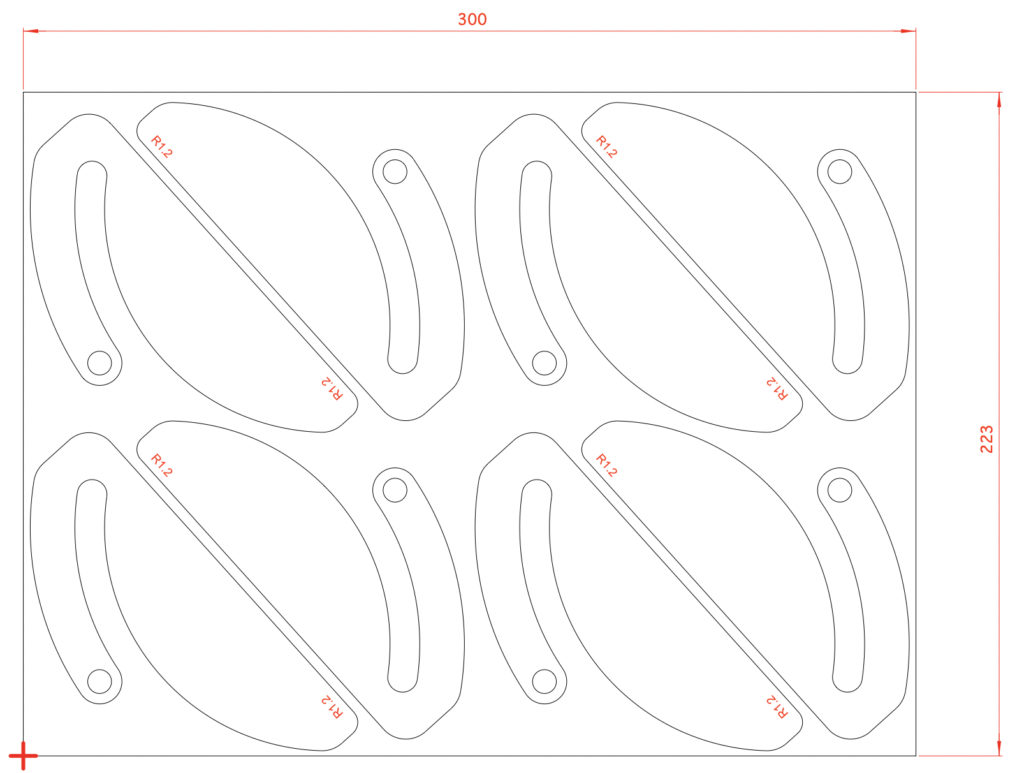
VCarveProが考えてくれた(!)配置では、穴のあるアーム部分がバラバラになっていて両面テープが貼りにくいので、結局、X軸に並行にテープを何本か貼ればいいように手作業で下のように配置しました。
(アームの先端近くにテープがないと加工の後半でズレるのでは?と考えています、心配症?)
いつも使っている両面テープは日東電工NW-5000NS(厚さ0.16mm)ですが、加工中にエンドミルで引きちぎれたようになってもノリ残りが少なく、使い勝手がいいです。
Amazonでは幅15mm以上のものしかなくて、幅5mmや10mmはMonotaROで買っています。
加工手順(1) 外形、穴加工
3mmエンドミルをセットして、穴 ⇨ 外周 ⇨ 外周仕上げ※1 を行います。
加工の切込み(Z)は板厚と同じにしていますが、アクリル板の厚さ公差は±0.1mmくらいあるので、加工前に何ヶ所か実測して最小値を確認しておく必要があります。
確認しないと、最悪の場合、機械のテーブルに部品の形がクッキリと ….
切込み(Z)を最小値にしておくと両面テープを削り込むのが少なくなるので、剥がす時に少し楽になります。
板厚のバラツキで薄いバリが残ることがありますが、裏面の面取りで削り落とされます。
加工手順(2) 面取り
エンドミルを先端角90度のリーディングドリルに交換して面取り※2 すれば、部品を取り外します。
※1 外周仕上げ:
エンドミル径公差がマイナス0〜0.03なので外形寸法がプラスに仕上がるため、工具オフセットをマイナス0.02くらいにして仕上げのパスを入れます
※2 面取り:
リーディングドリルで外周と穴の面取りをします
4mmのリーディングドリルを、工具径1.1mmの設定で切込1mmで加工するとほぼC0.5になります
加工手順(3) 裏側の面取り
まとめてできないので1個づつ加工するように治具を作りました。
面取りだけなら大きな切削力がかからないので、部品外形を掘り込んだ板に嵌め込むだけで固定できそうに思ったんですが、浮き上がりを防ぐために切削くず集塵用吸引装置に接続して吸着できるようにしてみました。
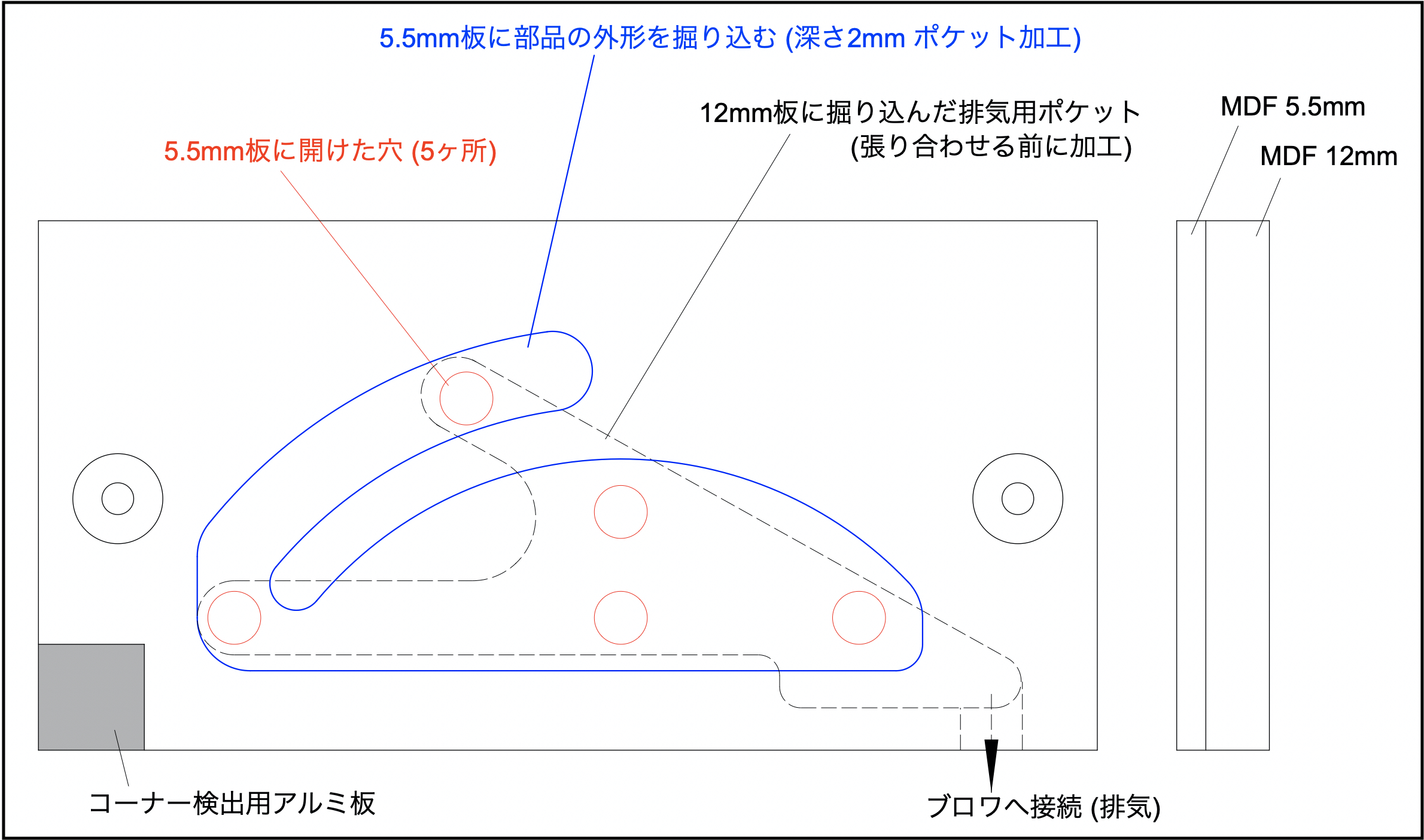
MDF12mmの板に下図の点線のように排気のための深さ8mmのポケットを加工してから5.5mmの板を接着し、その上に部品の形を掘り込んで空気が抜ける(部品を吸引する)ように5ヶ所に穴を開けたものです。
MDFというのは木材の繊維を樹脂で固めたもので、早い話が分厚い紙で安いです!。
加工はし易いですが、精度はあまり期待できません。
出来るならもっと密度の高いケミカルウッドなどで作りたいんですが、手持ちの材料で適当なものがないのでMDFにしました。
考え過ぎて失敗!の見本みたいですが、穴だけではまったく吸引力が弱かったので下のように切り開きました。

部品を置いて集塵用のスイッチを入れれば、ペタッと引きつけます。
ポケットの形を工夫すれば、18〜20mmの板1枚で行けたみたいです。
実際の工場では、バキュームテーブルとか呼ばれる真空ポンプで強力に吸着する装置がありますが、ここでは気休め(?)程度に吸着してくれればいいかなっというレベルです。
実際に加工しているところ;(音が出ます)
早送りはF1500、外周加工速度はF1000です。
/////
機械すごいねぇ~