
公開: 2019/04/29
サーバーエラー+対応ミスによりメディアファイルが全滅したため、修復中
以前の記事の後半に Probing について書いていますが、円柱状部品の芯出し精度の確認をしてみました。
加工が終わっていったん外してしまった丸物の面取りや、追加工の位置決めなどに使えそうです。
Screen2010 の画面上のメニューバーにある ![]() をクリックすると、Probing の画面になります。
をクリックすると、Probing の画面になります。
必要な設定は;
① Probe Tip Dia.: プローブとしてスピンドルに掴んでいるロッド径
② Z Clearance: ワークを安全に乗り越えるのにZ軸を引き上げる距離
③ Edge Length: ワークの直径+5〜10mm
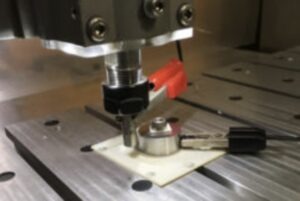
Y+方向への動作からスタートしますので、ワークの手前へ適当な距離をとってスピンドルの位置を合わせます。
測定を始める前に、ワークが絶縁されている=アースに落ちていないことと、スピンドル側についているクリップをワークに当てた時に ![]() が緑に点灯することを必ず確認します。
が緑に点灯することを必ず確認します。
実際の作業では、状況に応じてワークの取り付けに工夫が必要でしょう。
 をクリックすると、スタートします。
をクリックすると、スタートします。
実際の動作:
Y+方向へ(150mm/min)、タッチしたら後退して低速(25mm/min)で再度検出
Z上昇(15mm)、反対側へ25mm+6mm(プローブ直径)移動、Z降下、検出
Z上昇、X+側へ移動、Z降下、検出
Z上昇、X−側へ移動、Z降下、検出
Z上昇、X0 Y0へ移動して停止
停止した位置 (X0 Y0) で、スピンドルにピックテストを付けて振り回し、芯ズレを測定してみました。

芯出しと測定を2回行いましたが、ピックテストの読み(TIR)は0.05〜0.08mmで、芯ズレは0.04mm程度以下と考えられます。
ピックテストの精度、スピンドルの振れなどいろんな要素が絡んでくると思われますが、まぁまぁかなと納得しました。
スタート位置を左右(X方向)に1〜2mmずらしてみましたが、ほとんど数値の変化はなかったので、目で見てだいたいワークの中心線上にあれば問題ないようです。
/////