
公開: 2020/06/25
一部文言修正: 2020/06/29
その後の調整追記:2020/08/13
サーバーエラー+対応ミスによりメディアが全滅したため、修復中
自作機の精度についてちょっと理解し難い点があって、6月17日にいつもお世話になっているCNC掲示板に投稿させていただきました。
いろんな測定をして何だったのかは分かったんですが、掲示板では図や写真をたくさん使えないので、ここでまとめました。
発端は何かというと、
・テーブルにストレッチ(Straight Edge)を置く、
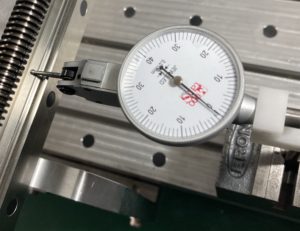
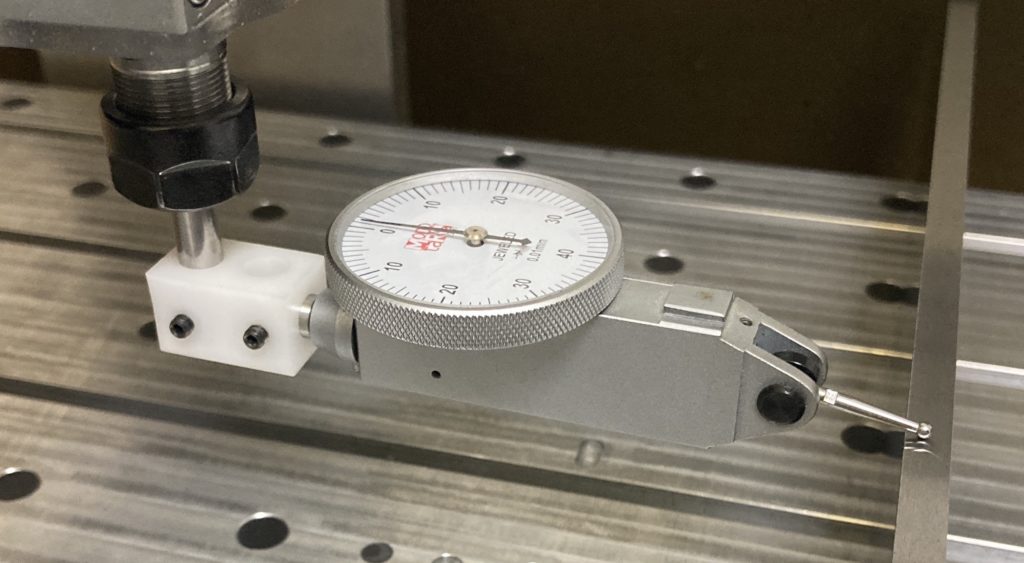
・スピンドル部にダイアルゲージを付け、Y0でゼロに合わせる、
・走らせると徐々に増加、Y300で約 0.05 (=Y軸が下がっている)
 @Y0 ==>
@Y0 ==>  @Y300
@Y300
この状態なら、手前(Y0側)で削ったものより奥(Y300側)で削ったもののほうがが薄くなるはずなのに、実際には全く同じ厚さで差はありません。
以前から気が付いていたんですが、加工精度に問題が無いのでそのままにしていたものを「こんな現象をどなたかご存知?」と投稿してみたものです。
いろいろ書き込みをいただいたんですが、基本的なところからチェックしてみようと以下の通りやってみました。
測定(1) テーブル面からY軸ビームの高さ
ヤンキーバイスにピックテストを固定して、リニアガイド・レールのテーブル面からの高さを測りました。

手前(Y0)をゼロにして、奥(Y300)の方へ30〜50mm間隔で測っていくと
徐々に数字が増加して、奥の方が0.07高い = Y軸が上がっている

数値の差はありますが、テーブルに置いたストレッチで測った結果と真逆です。
測定(2) 測定位置による数値の変化は?
スピンドル部にダイアルゲージやピックテストを固定していますが、測定位置によってどう変化するのか調べてみました。
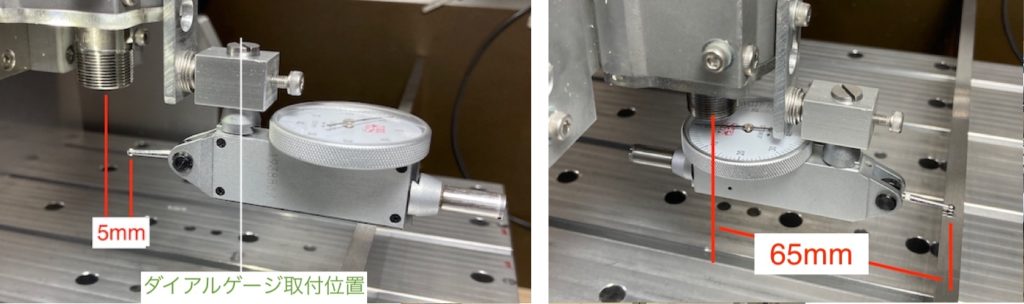
上のように、ピックテストの測定レバーの向きを変えてテーブルに置いたストレッチの上を走らせてみると、左の状態では全長にわたってほぼゼロ(0.01以内)、右の状態ではY300で+0.08程度(手前から徐々に増加=Y軸が下がっている)になりました。
初めに書いたダイアルゲージでの測定では最大+0.05程度でしたが、取付位置が違っていたことを考えると同じ結果です。
これで、加工したものに差が出ない理由が判りました。
念のため、スピンドル先端とテーブル面からの高さ変化を見ましたが、全長にわたりほぼゼロでした。

測定(3) Y軸ビームとテーブルの直角度
Y軸送りネジがレール上面より出っ張っているので測定しにくく、スコヤを立ててZ軸(スピンドルのベース)の押さえ板表面との傾きを見ました。
手持ちのスコヤで測定範囲は約75mmです。

Y0(下左)では、スコヤを押し付けて下側が当たっている状態で、上端に0.07のスキミが入ります。
Y300(下右)では、全面がほぼ密着しています。


ということから、Y軸ビームが言わばのけぞった状態からY300に向かって徐々に起き上がっているということになります。
掲示板に投稿する時に測ったのは0.05くらいでしたが、スコヤの板厚が薄くて測りにくいのでだいたいこのくらいという程度です。
結論:
これらの測定値から言えることは(Y0側を基準として)、
Y軸上のスピンドル部の動きは;
測定(1) の数字からは、Y300に向かって 上がっていく
測定(3) の数字からは、Y300に向かって 下がっていく
結果として、(1) (3) が絶妙かつ奇跡的(!)に打ち消し合ってスピンドル先端は真っ直ぐに動き、加工精度が出ていたということです。
Y軸周りをバラして組み直してみようと考えています、時間はたっぷりあるので …
/////
**** 2020/08/13 追記: 調整した結果 ****
前の測定結果からY軸ビームがねじれていることが想定されたんですが、ねじれ具合を精密に測定する方法がないので、トライアル&エラーでシムの位置と厚さを探してみました。
余計なことですが、トライアル&エラー(Trial and error)をトライ&エラーと書いている文章が多くて気になって仕方がありません
測定しながらあちこちにシムを入れたり取ったりしていたんですが、あちら立てればこちらが立たず的な結果でした。
そこで、ねじれているという原点(?)に帰ったらここやろと、Y軸ビームを取付けているX軸サイドプレートの手前側(Y0側)にシムを入れてみました。(図の赤丸位置)
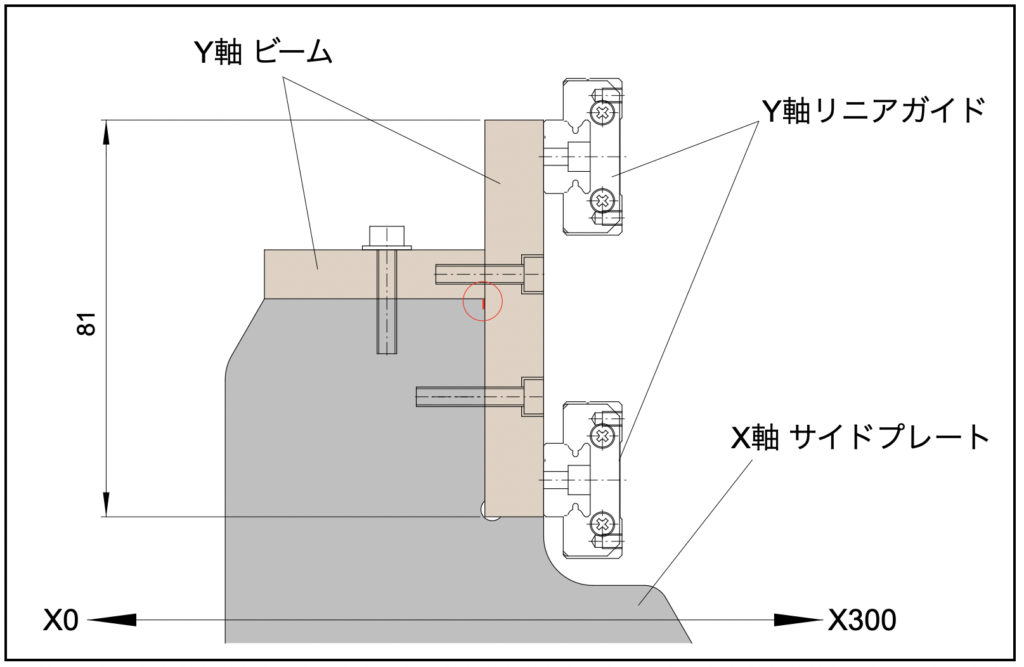
X軸サイドプレートへの取付け面は長くないので、測定結果から概算して0.02のシムを入れてみました。
調整の方向としてはOKでしたが修正量が不足だったので、シムを0.03にして各部のボルトをしっかり締めて測定した結果;
- スピンドル回転中心のテーブル面に対する垂直度
X150位置で、ピックテストを取付けて振り回し、下図赤丸の10点で最大差は0.03
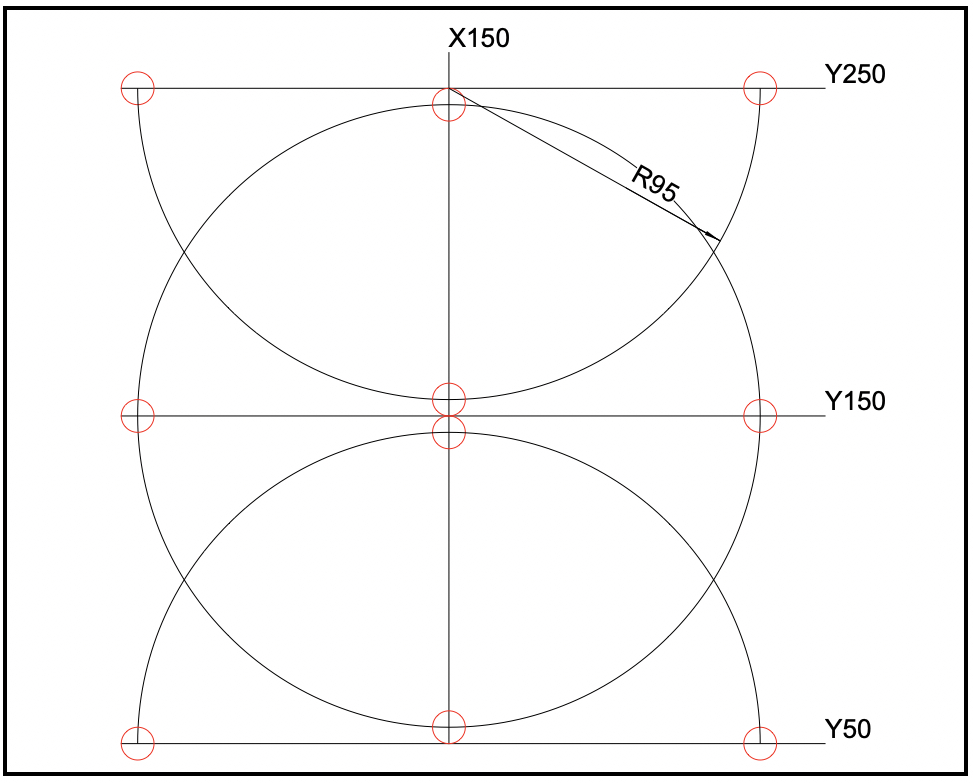
- ピックテストをそのままに、ストレッチを渡してY0〜Y300まで走らせて測定、
最大差は0.02
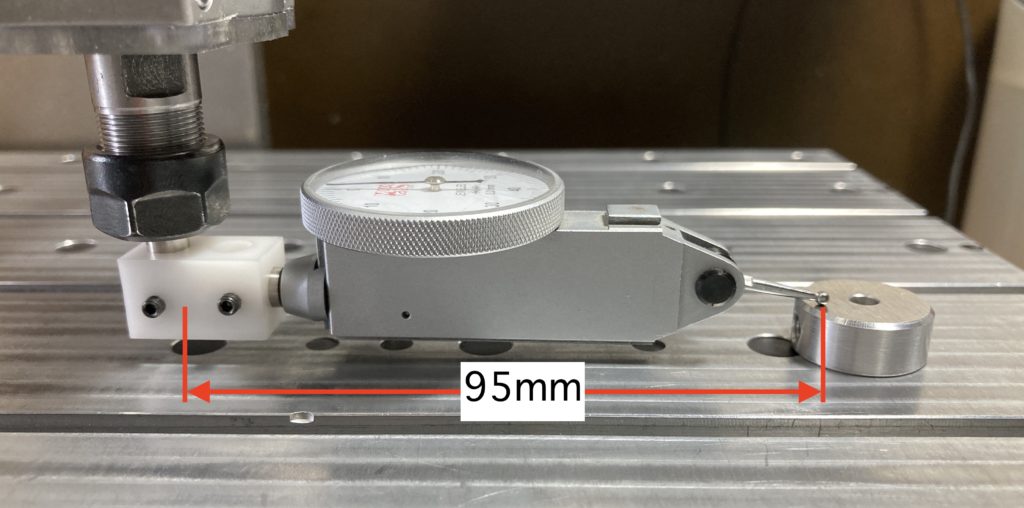
写真の反対側へ振り回すとX軸サイドプレートが邪魔でストレッチが置けないので、ピックテストの取付を延長して測定するも結果は同じ - 工具先端のゼロセットと同じ要領で、X50Y50からXY共に50の増分でX250Y250まで25点を測定、最大差は0.02
ということで、「なんやこれだけかいな?」という気もしますが、満足できる結果を得ました。
/////