編集: 2018/02/27 17
サーバーエラー+対応ミスによりメディアファイルが全滅したため、修復中
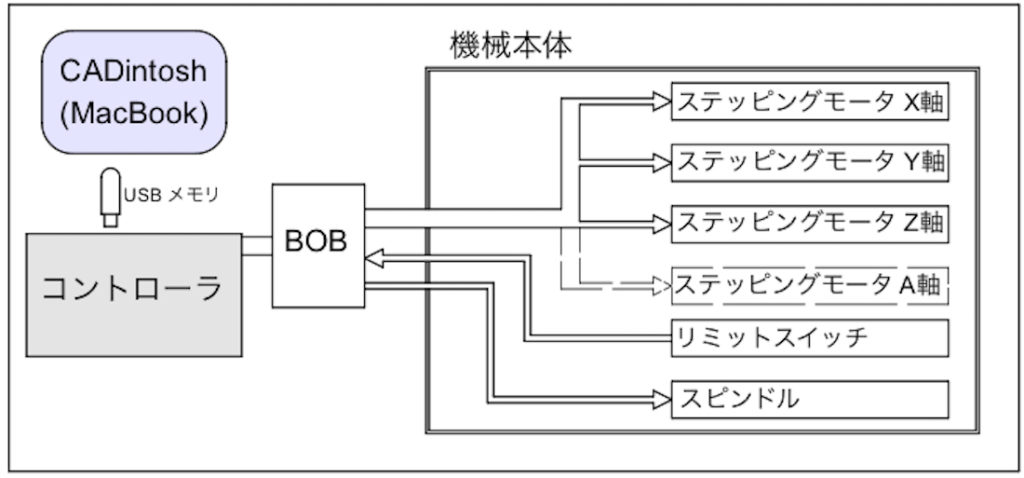
機械全景

左右方向がX軸、前後方向がY軸、スピンドル上下がZ軸です。
いわゆる門型で、スピンドル(Z軸)を含むY軸の構造部が動くタイプです。
フライスにはワークテーブルがXおよびY方向に動くタイプ(立型、竪型とも)もありますが、立型はY方向の動き(フトコロ)が大きく取りにくいのとX方向にストロークの2倍以上のスペースが必要なので、採用しませんでした。
最大加工範囲は X300 x Y300 x Z70ですが、X方向はもっと長いものも取り付けることができます。
左端に見えるのがX軸のステッピングモータ、Y軸のモータはスピンドルの向こうに隠れて見えません。
奥に見えるのはプラスチックなどの静電気対策の除電装置で、スピンドルの上に見える赤いクリップはZゼロ点検出のアース側ケーブルです。
アルミ素材は、一部を除きオリジナルマインドでA5052またはA2017(ジュラルミン)を寸法指定で購入しました。
大きさにもよりますが 300mmくらいまでだと、寸法公差 ±0.1 程度の4F加工で送ってもらえます。 平行・直角は0.03mm程度で仕上がっていて、部品によっては外周加工なしで使えます。
以下の説明はこの機械に限ったもので特殊なこともあるので、あくまでも参考としてください。
ワークテーブル
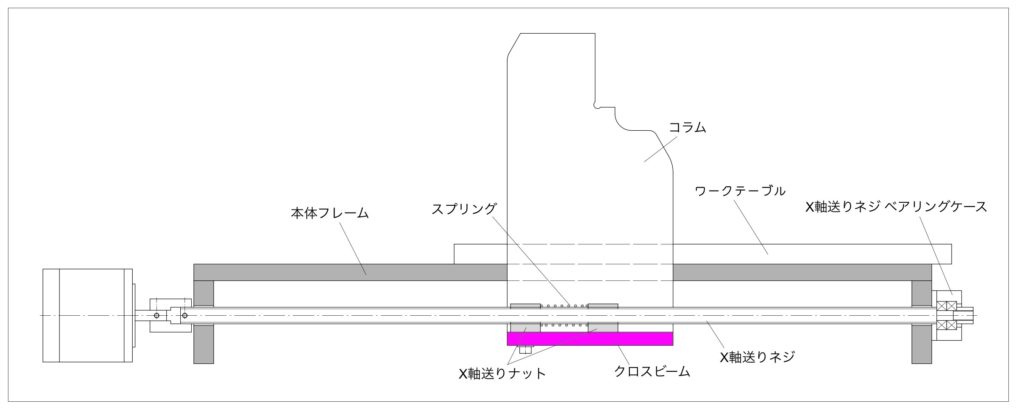
図はX軸+方向から見た断面で、Y軸は右が+になります。
X軸送りナットを取り付けている板(クロスビーム)がリニアガイドで支持されていて、その両端にY軸機構を支えているコラムが載っています。
Y軸リニアガイドにZ軸機構が載って左右に移動しますが、図では省略しています。
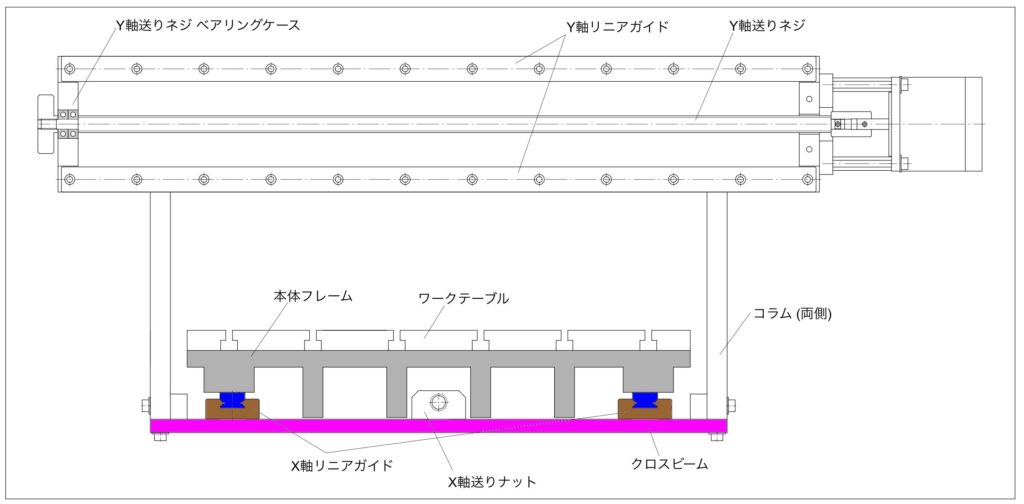
アルミ材に変更した当初はワークテーブルが無く、本体フレーム上面にタップを立ててワークを固定していましたが、位置の自由度が低く固定が面倒なのでワークテーブルを追加しました。
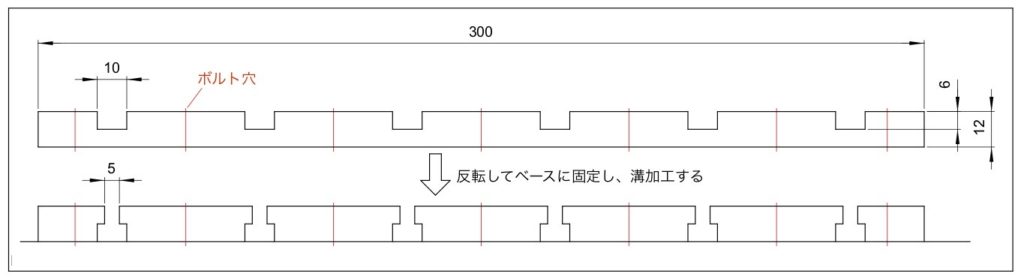
ワークテーブルのT溝は専用カッターで加工したものではなく、下図のように12mm厚のアルミ板に10mm幅の溝と取り付けのボルト穴を加工して反転し、本体フレームに取り付けたのち5mmの溝を加工したものです。
この構造のため、ワークテーブルは取り外すとバラバラになるので、作り直すときでなければ解体できません。
なお、ワークテーブル上面に出るボルト穴は、キャップボルトの座繰りを少し深くしてシリコンラバーなどを打ち抜いたものを入れとかないと、切粉の掃除が面倒です。
失敗したのは、本体フレームの断面を見てもらうと分かりますが、ワークテーブルを載せているフレームとその下のビーム材を固定しているボルトが、T溝のラインと合ってしまったことです。ここに切粉がたまって困っていますが、座繰りの深さが十分で無く(組んだままで追加工ができない!)、ワークテーブルを作り直すかどうか思案中です。
真鍮材でT型ナットを作り、ワークの取り付けが楽になりました。また、5mmのピンを立てて当たりにすれば、ダイアルゲージなど不要で簡単にワークをX軸に平行に置くことができます。
X軸、Y軸
ストロークは310mmで、ワークテーブルの大きさをカバーしています。
送りネジは30度台形ネジΦ10 ピッチ2mmで(オリジナルマインド自作用部品)、軸端をΦ6に加工してあり、ネジ(M6細目)が切ってあります。
ナット(MCナイロン)も同じですが、いずれも現在は販売していないようです。
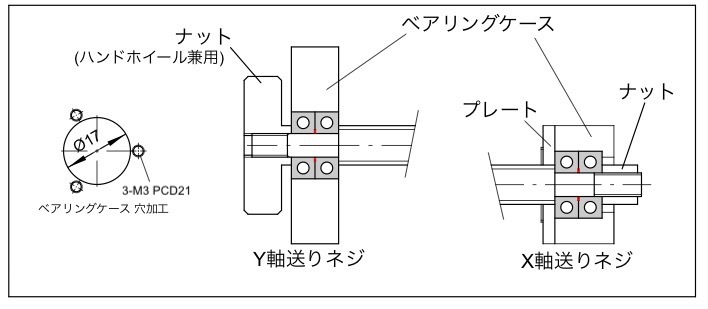
X、Y、Z各軸の送りネジの端を支えているベアリングはすべて606ZZ(内径6mm 外径17mm 幅6mm)で、ベアリングケースは厚さ12mmのアルミ板です。
ベアリングケースの形は図の通りですが、X軸はX+側、Y軸はYー側を支持しています。(Z軸はちょっと違うので別記事で説明)
ボールベアリングは与圧をかけて軸方向の遊びを抑える必要があり、次の要領で取り付けます;
- ベアリングケースにはベアリング押さえのタップ(M3、両面)を加工(Y軸)
- ベアリング内輪にシム(下図の赤色部分)を挟んでナットを締め、ケースに仮組み
市販のアルミ板の厚さはプラス公差なので、シムは0.1mm程度を入れてみる
- 片側のベアリング押さえのM3ボルト+ワッシャを締め込む
- 反対側のM3ボルトを締めて、ネジ軸を回して軽い抵抗を感じるようならOK
> 締める前と同じような軽さの場合は、シムを厚く
> 抵抗が重い場合は、シムを薄く
X軸のベアリングケースは図のよう加工し、内側にプレートを挟んでベアリングケースを本体フレームにボルトで固定するので、ケースの段加工の深さで与圧を調整する形になっています。
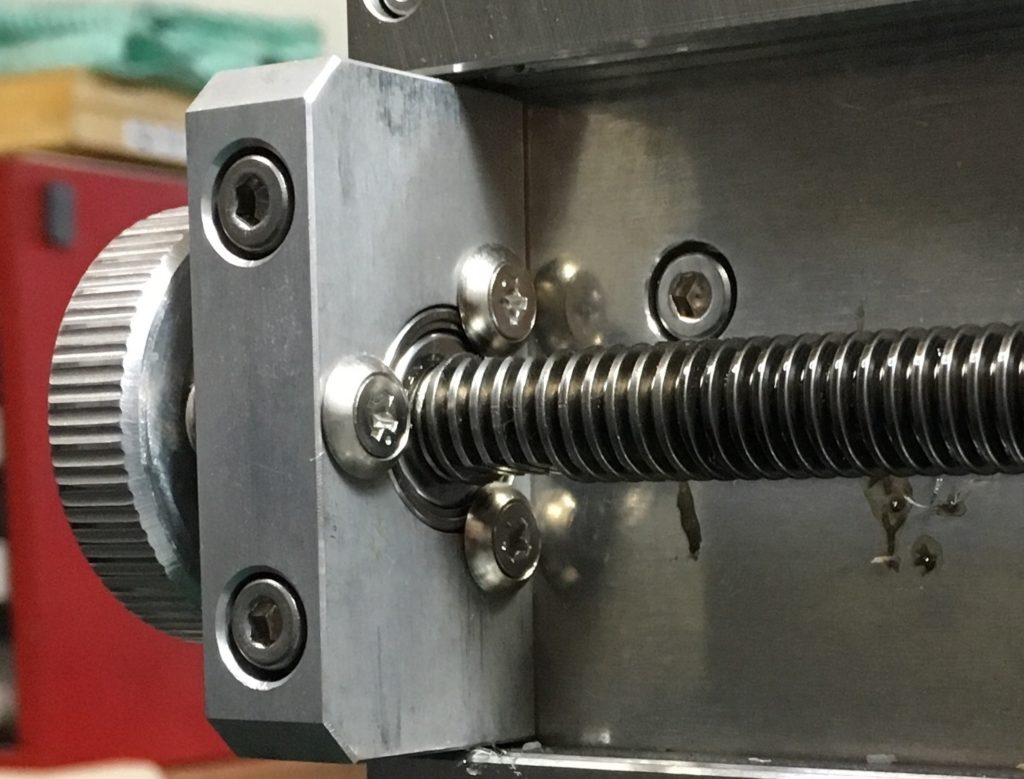
下の写真はY軸の実際の状態。ベアリングを押さえているネジは裏側も同じものです。
皿ネジ+ローゼットワッシャを使っていますが、スペースがあればキャップスクリュウ+平ワッシャなど何でもいいです。
ただ、トラスネジは座面の直角が出ていないのが多く、使えません。
ナット兼用のハンドホイールを作りましたが、組み立て後はほとんど使っていません。
シムは、RCパーツとして TAMIYA SHOP で、内径基準(Φ3, 4, 5, 6, 10)で厚さが 0.1/0.2/0.3mm のセットを売っています。
MonotaRO (モノタロウ) で、ベアリングシムとして内径、外径、厚さそれぞれに豊富なバリエーションから選べます。
モノタロウは事業者向けですが、個人でも会社名を書けば登録できます。一般向けの IHCモノタロウ では、ベアリングシムは扱ってないようです。
X軸(Y軸も同じ)の送りナットは、クロスビームに固定したナットとフリーのナット間にスプリングを入れて、バックラッシュを抑えています。スプリングは必要な形式・サイズのものが、ばね通販のソテックで購入できます。
下図の左側のナットが固定、右側のナットはフリーです。スプリングは50N程度になるよう圧縮していて、これより強い負荷がかかるとネジの遊び分がずれることになりますが、あまり強くするとステッピングモータが脱調してしまいます。
バックラッシュはMach3の設定でも補正できますが、方向反転時に設定値だけ余分に動かすだけなので、機械精度を上げておくことが重要です。
今のところ、アルミ加工などで送り負荷が大きくなっても脱調することはありません。
送りのガイドは、最初はテフロン板を挟んだスライド式のものでしたが、後にTHKリニアガイド(中古)に変更しましたが動きが悪くなり、NSK LU15 0450-AL-K2-K6-1 (オリジナルマインド 未使用中古)に交換して使っています。
オリジナルマインドのページでは詳しい型番が出ていなかったのですが、現品は廃番になっているものの潤滑ユニットがついた上級グレードのものでした。

ステッピングモータ
両軸共に日本電産サーボ KH56KM2-901 (オリジナルマインド 未使用中古)です。
コネクタはMonotaROで購入できます。
他のモデルでもコネクタは同じみたいです。(11極のコネクタを一つ飛びに6極使用)
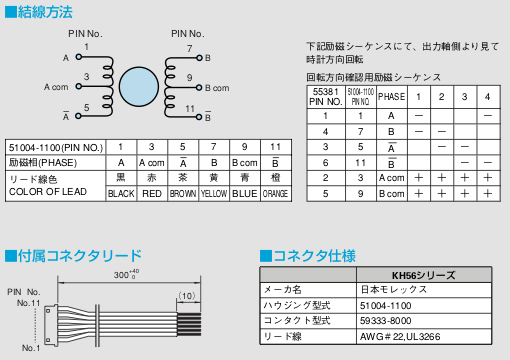
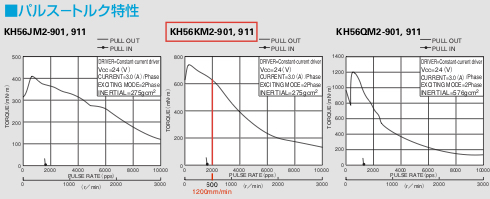
速度(早送り)を1200 mm/min に設定すれば、トルクは 600mN-m あまりとなります。
早送りは、普通は切削負荷がないエアカット状態がほとんどなので、現在は F1500 にしています。
組み立てたのちに、Mach3 で送り量などの設定を行います。
Motor Tuning and Setup
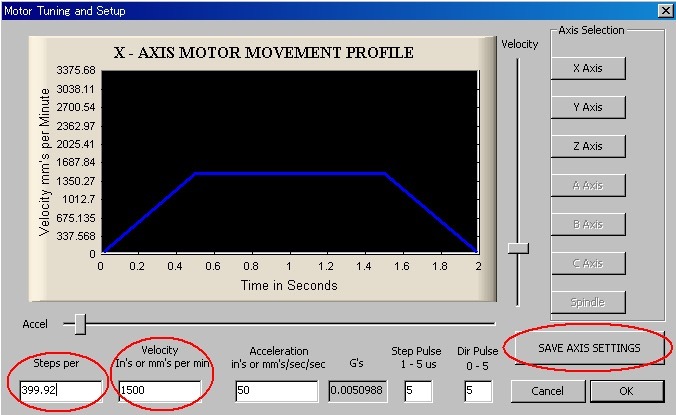
Config メニューから Motor Tuning をクリックすると上の画面になります。画面はX軸ですが、他の軸も同じです。
Steps per は単位長さを送るのに必要なパルス数で、
= (モータ1回転のパルス数 ÷ 送りネジピッチ) ÷ マイクロステップ
で計算します。
モータ1回転が 200パルス、送りネジピッチが 2mm、マイクロステップ1/4 なら、400 となります。
マイクロステップを細かくすると計算上の分解能は上がりますが、メカとしての精度が良くなる訳ではないので、まず機械精度を上げておくことが重要です。
駆動トルクが低下するので実用的な値に留めておくべきですが、細かくすると動きが滑らかになるのでどちらを取るか悩ましいところではあります。また、マイクロステップを小さくすると、パルス生成のためにCPU負荷が大きくなります。
マイクロステップは、分解能としては1/2(=5μm/pulse)でもいいのですが、動きの滑らかさでは1/8くらいにしたいところで、結局1/4(=2.5μm/pulse)にしてあります。
実際の値が半端な数字になっているのはネジのピッチ誤差を補正したもので、Mach3 のマニュアル入力から指令した数値と、実際の移動量の差から計算しています。
例えばノギスを200mm に固定して、マニュアルで 200mm 移動させた時の差をピックテスト(てこ式ダイアルインジケータ)などで測定します。
実測値が 200.04mm だったとすると、補正後の Steps per は (200 ÷ 200.04) x 400 = 399.920 となります。
Velocity は、最大速度 G0です。プログラム中でこれより大きい値を指令しても(例えば G1 X200 F3000)、これを超えることはありません。
Acceleration は、加速・減速時の加速度です。50mm/sec/sec とすると、1500mm/min (=25mm/sec) に達するのに 0.5秒かかります。グラフは数値を変えると変わります。
次の軸へ移る前あるいはOKを押して終了する前に、![]() をクリックしないと変更した数値は保存されません。
をクリックしないと変更した数値は保存されません。
/////